
![]()
028-83915656
15008210308

电 话:15008210308
网 址:www.shenglejd.com
地 址:成都市新都区龙桥工业区万象路28号

精密平面磨床正弦磁盘的使用根椐角度计算应垫块规尺寸,(Sin45°×100=块规高度)。使用时先将清理床台及磁盘清理干净,放于床台上,用千分表校平。正弦磁盘吸力较小,注意挡稳。精密平面磨床斜度修整器的使用,根据使用砂轮厘度,120k以下砂轮用Φ10钻石修刀,120k以上用较小修刀。块规高度计算,(Sin45°×50=块规高度)。丽江端面磨床厂家斜面修整需注意光洁度,因为在使用斜度修整器时是由手来操作,端面磨床厂家操作过程中不能保证滑动的同时平衡,所以修整的同时一定要选用比较好的修刀,快到位时,尽量进刀少,然后多滑动几下。

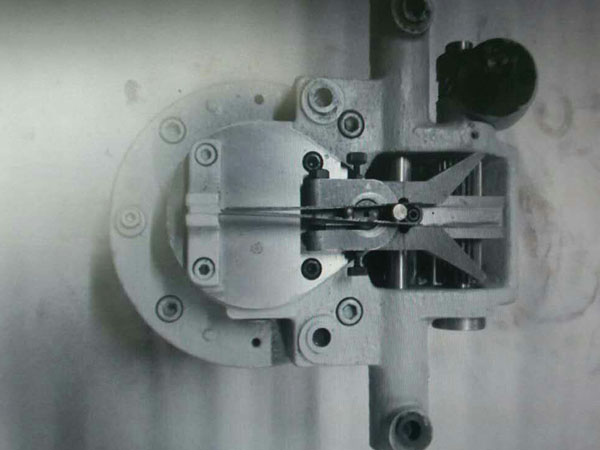
平面磨床是磨床的一种。端面磨床厂家主要用砂轮旋转研磨工件以使其可达到要求的平整度,根据工作台形状可分为矩形工作台和圆形工作台两种,矩形工作台平面磨床的主参数为工作台宽度及长度,圆形工作台的主参数为工作台面直径。根据轴类的不同可分为卧轴及立轴磨床之分。 机身 :机身是支承整台机器、机械部分运动的平台,是机床的重要组成部分,丽江端面磨床平面磨床除了供水系统不是安装在机身上之外,其余的所有组件都是安装在机身上,机身的大小、重量将直接影响整台机器的平稳性,这对平面磨床来讲是至关重要的。
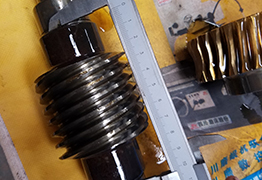
平面磨床加工砂轮准备不好,将成为以后很多磨削问题产生的根源。平面磨床在加工前砂轮的准备包括:安装、平衡、精整和修整。首先,要按照机床厂指导书安装砂轮,保证在修整前处于较好的原始平衡状态和小的跳动。安装时要仔细操作以免碰伤内孔。内孔在高速旋转时承受巨大应力,搬运和安装失当往往是启动时导致爆裂的原因。丽江端面磨床安装陶瓷结合剂砂轮时,必须用纸质垫圈。用平稳的扭矩和松紧度上紧平面磨床法兰盘。安装完毕后,应依次作粗平衡、修整、和精平衡,然后再开始磨削。若原始状态很不平衡且跳动很大,则常需作附加修整及再平衡。良好的平衡会使磨削表面持续保持良好光洁度,并使寿命延长。同时,端面磨床厂家正确的修整会使砂轮保持稳定的磨削表面和磨削作用。

将液压叠加阀通过螺钉直接叠加而成所需的系统,每个叠加阀既起控制作用又起通道作用。机床液压总管路是将油箱、叠加阀组合执行机构用无缝钢管、高压耐油橡皮胶软管连接起来的总体,以实现液压系统的能量转换和能量传递。丽江端面磨床专用机床定制厂家分析机床液压系统的维护窍门:开动机床后,按系统压力的规定,细致地检查各种压力,并调整到正确值(系统压力调到3.5MPa,卡盘夹紧的压力和尾座套筒顶紧的压力根据需要进行调整),端面磨床厂家调好后才能使机床进行其他工作,各部分压力塑值可由压力表读出。
当前, 平面磨床市场相当热, 各种规格品种的平磨销售业绩不俗。在这种情况下, 为何还要提出开拓平磨发展空间这一课题呢?有迹象表明, 平面磨床已受到其他加工形式的挑战, 这可以从第七届中国国际机床展览会看出一些端倪。丽江端面磨床厂家在本届展会上, 围绕信息产业需求, 各类高精度、超精数控机床颇引人注目, 甚至已出现了纳米级、亚纳米级的数控机床。端面磨床厂家这意味着其他机械加工手段的精度越来越高, 如果可达到或超过磨削, 那么作为高精度加工手段的磨削势必要退居二线。

平面磨床的主喷嘴与辅助喷嘴:为在主喷嘴内装置辅助喷嘴,主喷嘴主要将磨削液喷到磨削区内,辅助喷嘴为排列很多的小孔(直径1~2.5mm),将磨削液喷射到砂轮表面,丽江端面磨床厂家以形成阻断气流的挡风板,迫使回转的气流改变方向,以保证主喷嘴喷出的磨削液顺利的注入到磨削区内,须注意喷嘴的喷射方向,一般的方向为顺向5°~10°冲洗效果好,如逆向5°~10°,磨削液会把切削冲入砂轮表内,同时磨削液的飞溅也比较严重,特别提出,丽江端面磨床小孔压力冲洗砂轮对提高技术切除率、砂轮耐用度以及降低磨削温度等方面有较显著的效果。小孔冲洗砂轮效果随冲洗压力增加和与砂轮间距离减小而增加。


